河北海乾威钢管有限公司
经 理:刘经理
手 机:13731700690
电 话:0317-8526078
传 真:0317-8526078
邮 箱:hbhaiqianwei@hotmail.com
地 址:河北省沧州市盐山县正港路工业开发区
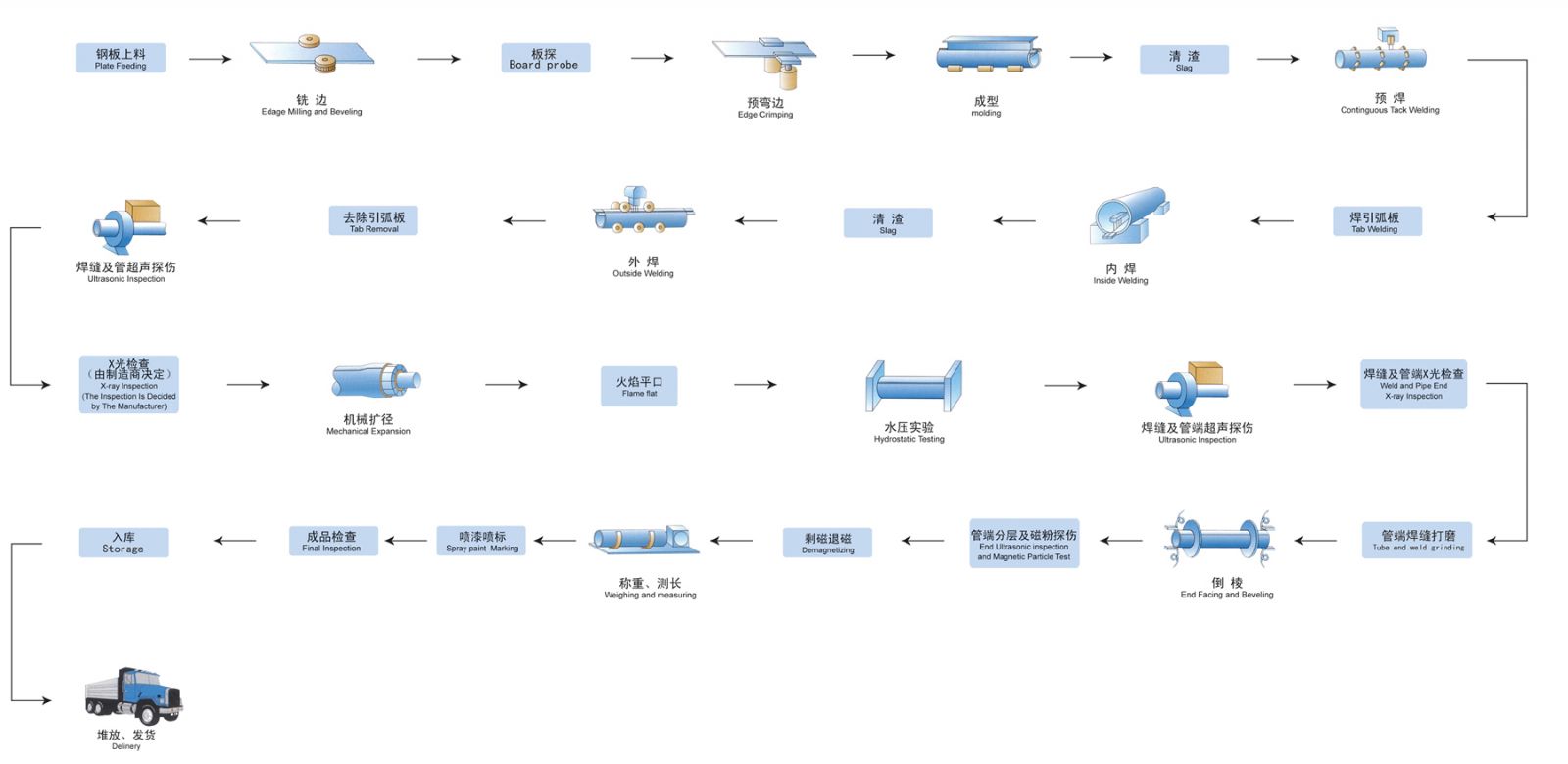
1. 板探:钢板进入生产线后,首先进行全板超声波检验;

2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
铣边机:该机组主要由备料台架、自动对中装置、夹持车、铣削单元、磁性排屑机、液压、润滑、电控等系统组成,集机、电、液于一体实现自动控制,使钢板两边具有同样的坡口形状和尺寸。保证了整个铣削过程中参数的恒定性,进而保证铣削质量,为确保后道焊接工序质量奠定了良好的基础。

3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率.
预焊机:该机组采用三点合缝原理,通过主辅压头使成型后的钢管能迅速准确的合缝对中,消除焊缝错边现象。并且主压头具有退让功能,减少了由于管胚误差增加合缝力,有效防止了大口径薄壁管的管壁外凸缺陷。预焊方式为焊缝全长连续焊接工艺,采用了大功率连续式气体保护电弧焊(MAG)及激光跟踪设备,保证了预焊的质量,为内焊和外焊打下了良好的基础。
.jpg)